
Fiber Optic Flame Detector (IR2LF)
The fiber optic flame detector is designed for the early detection of open flames in industrial processes with an increased risk of ignition.
The system ensures fast and reliable identification of ignition sources, enabling timely activation of fire suppression systems and preventing the escalation of hazardous situations.
The detector is particularly effective in enclosed process areas where flammable vapors, dust, or aerosols may be present, allowing threats to be identified before the development of a fire or explosion.
Recommended Applications:
Spray booths
Powder coating systems
Enclosed production areas without external lighting
Processes with an increased risk of ignition
Operating Principle
The detector identifies flame radiation in the infrared spectrum using a fiber optic sensor connected to a signal amplifier.
The signal is transmitted from the monitored area via optical fiber, processed by the amplifier, and sent to the control unit to generate an alarm signal or activate the suppression system.
Sensor → Amplifier → Control Unit → System Response
Key Features:
Full electrical isolation (ATEX compliant)
Dual fiber optic lines for sensor condition monitoring
Detection zone monitoring
Sensor contamination monitoring
Capability to connect multiple sensors
Ultra-fast response time (< 20 ms)

Rapid flame detection
High accuracy and reliability
Suitable for operation in ATEX environments
Full electrical isolation
Continuous system status monitoring
Integration into comprehensive safety systems
Надшвидке виявлення полум’я (< 20 мс)
Стабільна робота в промислових умовах
Capability to connect multiple sensors
Iнтеграція з системою управління
Система забезпечує постійний контроль:
Цілісності оптичного волокна
Стану сенсора
Зони виявлення
При забрудненні або пошкодженні датчика система формує сигнал несправності.
| Fan/Type | Motor | CAPACITY m³/h | dB(A) | ||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Type | Hp | Kw | rpm | 200 | 400 | 600 | 800 | 1000 | 1500 | 2000 | 2500 | 3000 | 3500 | 4000 | 4500 | 5000 | 5500 | 6000 | 6500 | 7000 | 7500 | 8000 | 8500 | 9000 | 9500 | 10000 | 11000 | 12000 | 13000 | 14000 | 15000 | 16000 | 17000 | ||
| TOTAL PRESSURE mmH2O | |||||||||||||||||||||||||||||||||||
| U/AR 201 | 80A2 | 1,50 | 1,10 | 2760 | 120 | 116 | 111 | 108 | 108 | 112 | 121 | 73 | |||||||||||||||||||||||
| U/AR 202 | 90S2 | 2,00 | 1,50 | 2835 | 120 | 116 | 111 | 108 | 108 | 112 | 121 | 117 | 103 | 75 | |||||||||||||||||||||
| U/AR 204 | 71A4 | 0,35 | 0,25 | 1380 | 29 | 27 | 27 | 29 | 30 | 26 | 64 | ||||||||||||||||||||||||
| U/AR 253 | 71B4 | 0,50 | 0,37 | 1370 | 55 | 52 | 51 | 52 | 52 | 54 | 69 | ||||||||||||||||||||||||
| U/AR 254 | 80A4 | 0,75 | 0,55 | 1380 | 55 | 52 | 51 | 52 | 52 | 54 | 56 | 54 | 71 | ||||||||||||||||||||||
| U/AR 303 | 90S4 | 1,50 | 1,10 | 1405 | 67 | 64 | 62 | 60 | 65 | 68 | 70 | 72 | 74 | 72 | |||||||||||||||||||||
| U/AR 304 | 90L4 | 2,00 | 1,50 | 1415 | 67 | 64 | 62 | 60 | 65 | 68 | 70 | 72 | 74 | 71 | 67 | 74 | |||||||||||||||||||
| U/AR 353 | 100L4A | 3,00 | 2,20 | 1425 | 103 | 95 | 93 | 94 | 96 | 97 | 98 | 99 | 101 | 101 | 101 | 76 | |||||||||||||||||||
| U/AR 354 | 100LB4 | 4,00 | 3,00 | 1415 | 103 | 95 | 93 | 94 | 96 | 97 | 98 | 99 | 101 | 101 | 101 | 100 | 98 | 96 | 93 | 78 | |||||||||||||||
| U/AR 403 | 132S4 | 7,50 | 5,50 | 1450 | 130 | 129 | 128 | 127 | 127 | 129 | 130 | 132 | 134 | 136 | 138 | 140 | 141 | 142 | 143 | 144 | 145 | 79 | |||||||||||||
| U/AR 404 | 132M4 | 10,00 | 7,50 | 1450 | 130 | 129 | 128 | 127 | 127 | 129 | 130 | 132 | 134 | 136 | 138 | 140 | 141 | 142 | 143 | 144 | 145 | 144 | 139 | 135 | 81 | ||||||||||
| U/AR 453 | 132L4 | 12,50 | 9,20 | 1450 | 167 | 161 | 156 | 154 | 153 | 152 | 152 | 153 | 155 | 158 | 160 | 162 | 164 | 166 | 168 | 172 | 174 | 173 | 172 | 83 | |||||||||||
| U/AR 454 | 160M4 | 15,00 | 11,00 | 1460 | 167 | 161 | 156 | 154 | 153 | 152 | 152 | 153 | 155 | 158 | 160 | 162 | 164 | 166 | 168 | 172 | 174 | 173 | 172 | 171 | 171 | 169 | 85 | ||||||||
| U/AR 256 | 71A6 | 0,25 | 0,18 | 900 | 22 | 21 | 22 | 22 | 23 | 23 | 19 | 60 | |||||||||||||||||||||||
| U/AR 306 | 80A6 | 0,50 | 0,37 | 920 | 27 | 25 | 25 | 28 | 29 | 31 | 30 | 65 | |||||||||||||||||||||||
| U/AR 356 | 90S6 | 1,00 | 0,75 | 915 | 39 | 39 | 40 | 41 | 42 | 42 | 43 | 41 | 67 | ||||||||||||||||||||||
| U/AR 406 | 112M6 | 3,00 | 2,20 | 960 | 53 | 52 | 54 | 56 | 58 | 59 | 61 | 62 | 62 | 63 | 63 | 61 | 59 | 57 | 54 | 73 | |||||||||||||||
| U/AR 456 | 132S6 | 4,00 | 3,00 | 950 | 64 | 63 | 62 | 64 | 66 | 68 | 69 | 73 | 72 | 72 | 72 | 72 | 71 | 70 | 69 | 76 | |||||||||||||||
| U/AR 505 | 132M6B | 7,50 | 5,50 | 950 | 96 | 96 | 97 | 98 | 99 | 101 | 102 | 104 | 105 | 107 | 109 | 110 | 111 | 113 | 116 | 77 | |||||||||||||||
| U/AR 506 | 160M6 | 10,00 | 7,50 | 960 | 96 | 96 | 97 | 98 | 99 | 101 | 102 | 104 | 105 | 107 | 109 | 110 | 111 | 113 | 116 | 115 | 113 | 109 | 105 | 102 | 79 | ||||||||||
| U/AR 508 | 132M8 | 4,00 | 3,00 | 710 | 58 | 58 | 59 | 61 | 62 | 63 | 65 | 65 | 66 | 67 | 67 | 68 | 68 | 69 | 66 | 75 | |||||||||||||||
| Fan/Type | Motor | CAPACITY m³/h | dB(A) | ||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Type | Hp | Kw | rpm | 200 | 400 | 600 | 800 | 1000 | 1500 | 2000 | 2500 | 3000 | 3500 | 4000 | 4500 | 5000 | 5500 | 6000 | 6500 | 7000 | 7500 | 8000 | 8500 | 9000 | 9500 | 10000 | 11000 | 12000 | 13000 | 14000 | 15000 | 16000 | 17000 | ||
| TOTAL PRESSURE mmH2O | |||||||||||||||||||||||||||||||||||
| U/AR 201 | 80A2 | 1,50 | 1,10 | 2760 | 120 | 116 | 111 | 108 | 108 | 112 | 121 | 73 | |||||||||||||||||||||||
| U/AR 202 | 90S2 | 2,00 | 1,50 | 2835 | 120 | 116 | 111 | 108 | 108 | 112 | 121 | 117 | 103 | 75 | |||||||||||||||||||||
| U/AR 204 | 71A4 | 0,35 | 0,25 | 1380 | 29 | 27 | 27 | 29 | 30 | 26 | 64 | ||||||||||||||||||||||||
| U/AR 253 | 71B4 | 0,50 | 0,37 | 1370 | 55 | 52 | 51 | 52 | 52 | 54 | 69 | ||||||||||||||||||||||||
| U/AR 254 | 80A4 | 0,75 | 0,55 | 1380 | 55 | 52 | 51 | 52 | 52 | 54 | 56 | 54 | 71 | ||||||||||||||||||||||
| U/AR 303 | 90S4 | 1,50 | 1,10 | 1405 | 67 | 64 | 62 | 60 | 65 | 68 | 70 | 72 | 74 | 72 | |||||||||||||||||||||
| U/AR 304 | 90L4 | 2,00 | 1,50 | 1415 | 67 | 64 | 62 | 60 | 65 | 68 | 70 | 72 | 74 | 71 | 67 | 74 | |||||||||||||||||||
| U/AR 353 | 100L4A | 3,00 | 2,20 | 1425 | 103 | 95 | 93 | 94 | 96 | 97 | 98 | 99 | 101 | 101 | 101 | 76 | |||||||||||||||||||
| U/AR 354 | 100LB4 | 4,00 | 3,00 | 1415 | 103 | 95 | 93 | 94 | 96 | 97 | 98 | 99 | 101 | 101 | 101 | 100 | 98 | 96 | 93 | 78 | |||||||||||||||
| U/AR 403 | 132S4 | 7,50 | 5,50 | 1450 | 130 | 129 | 128 | 127 | 127 | 129 | 130 | 132 | 134 | 136 | 138 | 140 | 141 | 142 | 143 | 144 | 145 | 79 | |||||||||||||
| U/AR 404 | 132M4 | 10,00 | 7,50 | 1450 | 130 | 129 | 128 | 127 | 127 | 129 | 130 | 132 | 134 | 136 | 138 | 140 | 141 | 142 | 143 | 144 | 145 | 144 | 139 | 135 | 81 | ||||||||||
| U/AR 453 | 132L4 | 12,50 | 9,20 | 1450 | 167 | 161 | 156 | 154 | 153 | 152 | 152 | 153 | 155 | 158 | 160 | 162 | 164 | 166 | 168 | 172 | 174 | 173 | 172 | 83 | |||||||||||
| U/AR 454 | 160M4 | 15,00 | 11,00 | 1460 | 167 | 161 | 156 | 154 | 153 | 152 | 152 | 153 | 155 | 158 | 160 | 162 | 164 | 166 | 168 | 172 | 174 | 173 | 172 | 171 | 171 | 169 | 85 | ||||||||
| U/AR 256 | 71A6 | 0,25 | 0,18 | 900 | 22 | 21 | 22 | 22 | 23 | 23 | 19 | 60 | |||||||||||||||||||||||
| U/AR 306 | 80A6 | 0,50 | 0,37 | 920 | 27 | 25 | 25 | 28 | 29 | 31 | 30 | 65 | |||||||||||||||||||||||
| U/AR 356 | 90S6 | 1,00 | 0,75 | 915 | 39 | 39 | 40 | 41 | 42 | 42 | 43 | 41 | 67 | ||||||||||||||||||||||
| U/AR 406 | 112M6 | 3,00 | 2,20 | 960 | 53 | 52 | 54 | 56 | 58 | 59 | 61 | 62 | 62 | 63 | 63 | 61 | 59 | 57 | 54 | 73 | |||||||||||||||
| U/AR 456 | 132S6 | 4,00 | 3,00 | 950 | 64 | 63 | 62 | 64 | 66 | 68 | 69 | 73 | 72 | 72 | 72 | 72 | 71 | 70 | 69 | 76 | |||||||||||||||
| U/AR 505 | 132M6B | 7,50 | 5,50 | 950 | 96 | 96 | 97 | 98 | 99 | 101 | 102 | 104 | 105 | 107 | 109 | 110 | 111 | 113 | 116 | 77 | |||||||||||||||
| U/AR 506 | 160M6 | 10,00 | 7,50 | 960 | 96 | 96 | 97 | 98 | 99 | 101 | 102 | 104 | 105 | 107 | 109 | 110 | 111 | 113 | 116 | 115 | 113 | 109 | 105 | 102 | 79 | ||||||||||
| U/AR 508 | 132M8 | 4,00 | 3,00 | 710 | 58 | 58 | 59 | 61 | 62 | 63 | 65 | 65 | 66 | 67 | 67 | 68 | 68 | 69 | 66 | 75 | |||||||||||||||
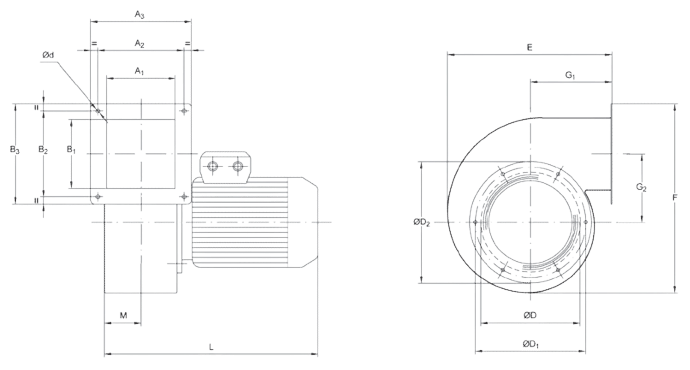
| Ventilatore / Fan Tipo / Type |
A1 | B1 | A2 | B2 | A3 | B3 | t | øD | øD1 | øD2 | E | F | G1 | G2 | H | L | M | N | O | P | Q | R | S | T | ød1 | kg | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| U/AR 201 | 156 | 156 | 181 | 181 | 210 | 210 | 80 | 205 | 241 | 265 | 367 | 435 | 181 | 143 | 270 | 400 | 50 | 125 | 15 | 190 | 215 | 234 | 11 | 21 | |||
| U/AR 202 | 420 | 82 | 83 | 60 | 137 | 18 | 215 | 245 | 274 | 12 | 27 | ||||||||||||||||
| U/AR 204 | 360 | 50 | 125 | 15 | 190 | 215 | 234 | 11 | 18 | ||||||||||||||||||
| U/AR 253 | 184 | 184 | 215 | 215 | 245 | 245 | 90 | 255 | 292 | 320 | 424 | 516 | 201 | 169 | 315 | 410 | 97 | 97 | 50 | 125 | 15 | 190 | 215 | 234 | 11 | 22 | |
| U/AR 254 | 420 | 23 | |||||||||||||||||||||||||
| U/AR 256 | 410 | 21 | |||||||||||||||||||||||||
| U/AR 303 | 500 | 38 | |||||||||||||||||||||||||
| U/AR 304 | 230 | 230 | 270 | 270 | 310 | 310 | 110 | 285 | 332 | 365 | 522 | 645 | 230 | 216 | 400 | 520 | 119 | 121 | 60 | 137 | 18 | 215 | 245 | 274 | 12 | 41 | |
| U/AR 306 | 475 | 50 | 125 | 15 | 190 | 215 | 234 | 11 | 32 | ||||||||||||||||||
| U/AR 353 | 58 | ||||||||||||||||||||||||||
| U/AR 354 | 270 | 270 | 310 | 310 | 350 | 350 | 120 | 360 | 405 | 440 | 604 | 734 | 266 | 252 | 450 | 600 | 140 | 141 | 35 | 200 | 25 | 260 | 300 | 332 | 12 | 63 | |
| U/AR 356 | 570 | 60 | 137 | 18 | 215 | 245 | 274 | 47 | |||||||||||||||||||
| U/AR 403 | 103 | ||||||||||||||||||||||||||
| U/AR 404 | 310 | 310 | 360 | 360 | 410 | 410 | 150 | 405 | 448 | 485 | 695 | 870 | 295 | 303 | 530 | 740 | 160 | 163 | 45 | 250 | 25 | 320 | 360 | 392 | 12 | 115 | |
| U/AR 406 | 650 | 161 | 35 | 200 | 260 | 300 | 332 | 80 | |||||||||||||||||||
| U/AR 453 | 780 | 45 | 250 | 25 | 320 | 360 | 392 | 12 | 132 | ||||||||||||||||||
| U/AR 454 | 350 | 350 | 400 | 400 | 450 | 450 | 180 | 455 | 497 | 535 | 757 | 930 | 320 | 328 | 560 | 870 | 180 | 183 | 55 | 340 | 30 | 425 | 400 | 442 | 14 | 175 | |
| U/AR 456 | 780 | 45 | 250 | 25 | 320 | 360 | 392 | 12 | 108 | ||||||||||||||||||
| U/AR 505 | 810 | 45 | 250 | 25 | 320 | 360 | 392 | 12 | 139 | ||||||||||||||||||
| U/AR 506 | 380 | 380 | 430 | 430 | 480 | 480 | 210 | 505 | 551 | 585 | 826 | 1036 | 346 | 362 | 630 | 910 | 195 | 198 | 55 | 340 | 30 | 425 | 400 | 442 | 14 | 181 | |
| U/AR 508 | 810 | 45 | 250 | 25 | 320 | 360 | 392 | 12 | 138 |
| Ventilatore / Fan Tipo / Type |
A1 | B1 | A2 | B2 | A3 | B3 | t | øD | øD1 | øD2 | E | F | G1 | G2 | H | L | M | N | O | P | Q | R | S | T | ød1 | kg | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| U/AR 201 | 156 | 156 | 181 | 181 | 210 | 210 | 80 | 205 | 241 | 265 | 367 | 435 | 181 | 143 | 270 | 400 | 50 | 125 | 15 | 190 | 215 | 234 | 11 | 21 | |||
| U/AR 202 | 420 | 82 | 83 | 60 | 137 | 18 | 215 | 245 | 274 | 12 | 27 | ||||||||||||||||
| U/AR 204 | 360 | 50 | 125 | 15 | 190 | 215 | 234 | 11 | 18 | ||||||||||||||||||
| U/AR 253 | 184 | 184 | 215 | 215 | 245 | 245 | 90 | 255 | 292 | 320 | 424 | 516 | 201 | 169 | 315 | 410 | 97 | 97 | 50 | 125 | 15 | 190 | 215 | 234 | 11 | 22 | |
| U/AR 254 | 420 | 23 | |||||||||||||||||||||||||
| U/AR 256 | 410 | 21 | |||||||||||||||||||||||||
| U/AR 303 | 500 | 38 | |||||||||||||||||||||||||
| U/AR 304 | 230 | 230 | 270 | 270 | 310 | 310 | 110 | 285 | 332 | 365 | 522 | 645 | 230 | 216 | 400 | 520 | 119 | 121 | 60 | 137 | 18 | 215 | 245 | 274 | 12 | 41 | |
| U/AR 306 | 475 | 50 | 125 | 15 | 190 | 215 | 234 | 11 | 32 | ||||||||||||||||||
| U/AR 353 | 58 | ||||||||||||||||||||||||||
| U/AR 354 | 270 | 270 | 310 | 310 | 350 | 350 | 120 | 360 | 405 | 440 | 604 | 734 | 266 | 252 | 450 | 600 | 140 | 141 | 35 | 200 | 25 | 260 | 300 | 332 | 12 | 63 | |
| U/AR 356 | 570 | 60 | 137 | 18 | 215 | 245 | 274 | 47 | |||||||||||||||||||
| U/AR 403 | 103 | ||||||||||||||||||||||||||
| U/AR 404 | 310 | 310 | 360 | 360 | 410 | 410 | 150 | 405 | 448 | 485 | 695 | 870 | 295 | 303 | 530 | 740 | 160 | 163 | 45 | 250 | 25 | 320 | 360 | 392 | 12 | 115 | |
| U/AR 406 | 650 | 161 | 35 | 200 | 260 | 300 | 332 | 80 | |||||||||||||||||||
| U/AR 453 | 780 | 45 | 250 | 25 | 320 | 360 | 392 | 12 | 132 | ||||||||||||||||||
| U/AR 454 | 350 | 350 | 400 | 400 | 450 | 450 | 180 | 455 | 497 | 535 | 757 | 930 | 320 | 328 | 560 | 870 | 180 | 183 | 55 | 340 | 30 | 425 | 400 | 442 | 14 | 175 | |
| U/AR 456 | 780 | 45 | 250 | 25 | 320 | 360 | 392 | 12 | 108 | ||||||||||||||||||
| U/AR 505 | 810 | 45 | 250 | 25 | 320 | 360 | 392 | 12 | 139 | ||||||||||||||||||
| U/AR 506 | 380 | 380 | 430 | 430 | 480 | 480 | 210 | 505 | 551 | 585 | 826 | 1036 | 346 | 362 | 630 | 910 | 195 | 198 | 55 | 340 | 30 | 425 | 400 | 442 | 14 | 181 | |
| U/AR 508 | 810 | 45 | 250 | 25 | 320 | 360 | 392 | 12 | 138 |