Implemented projects: Light conveyors

Belt Conveyor
The belt conveyor, developed as part of the project, meets the latest quality standards and the technical requirements of industrial enterprises.
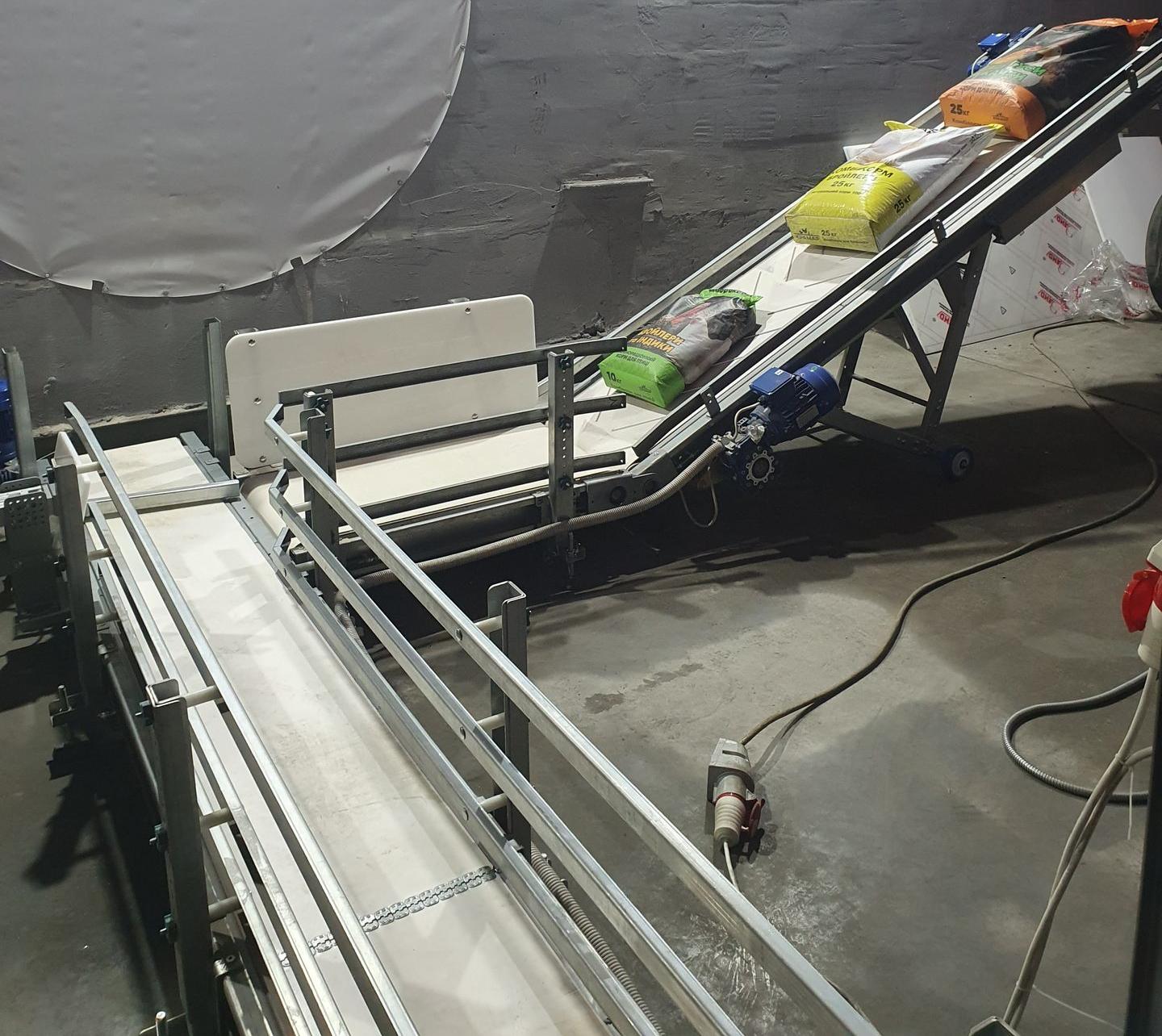
Inclined Conveyors
The system of inclined conveyors is designed for the automatic feeding of bags to the palletizer, featuring remote height adjustment.

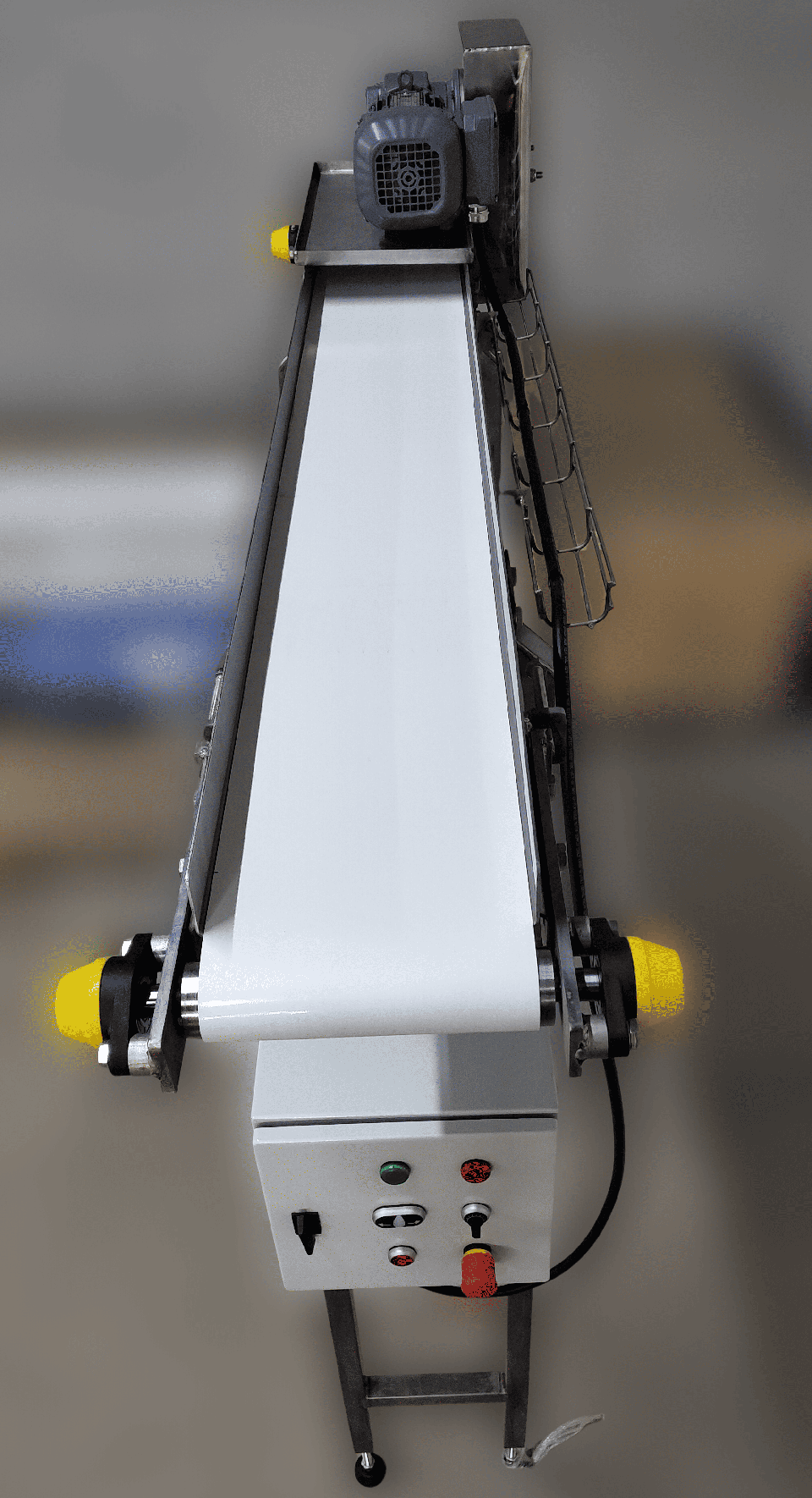
Конвеєр стрічковий похилий
Стрічковий конвеєр для виробництва цукерок, подібних до Raffaello, поєднує сучасні технології та надійні матеріали. Конструкція з нержавіючої сталі та стрічка Reveyron забезпечують довговічність, гігієнічність і акуратне транспортування продукції.
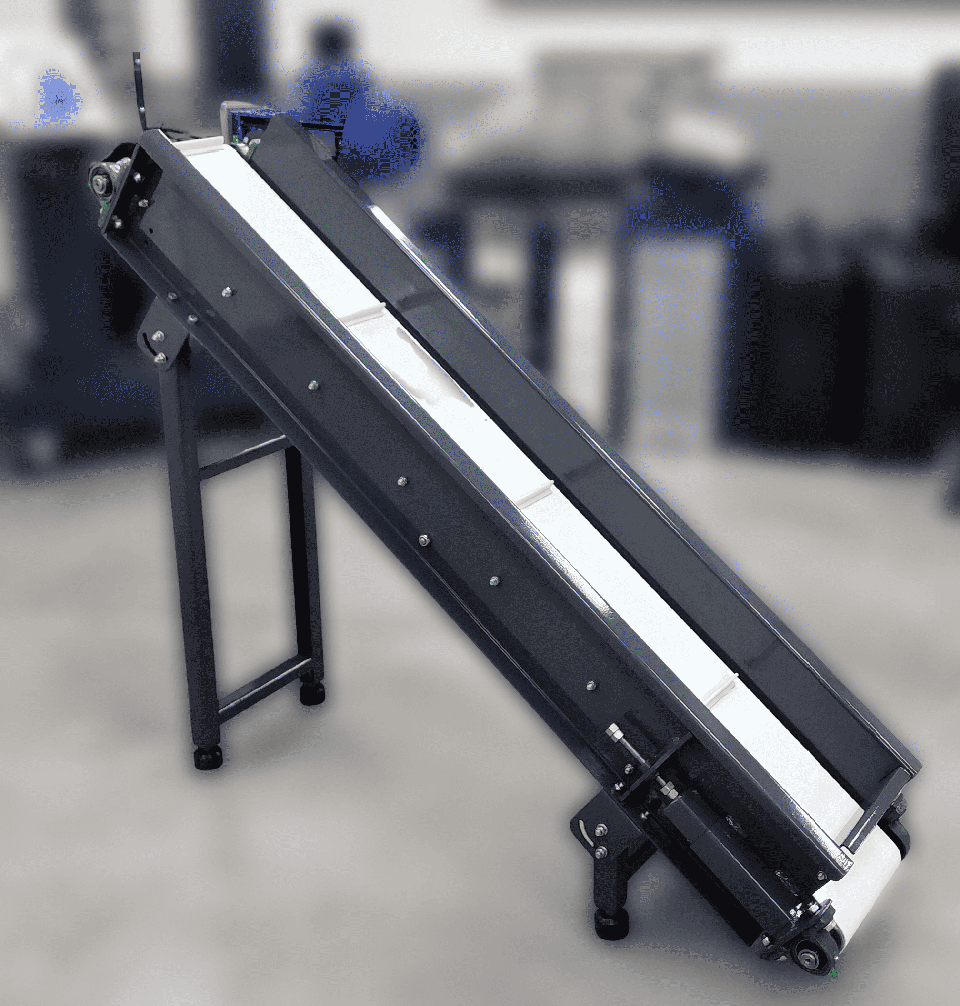
Inclined Belt Conveyor
To optimize the product transportation process, an inclined belt conveyor was developed and implemented, meeting modern efficiency and reliability requirements.

Belt Conveyor System for Transporting Bakery Products
To improve the transportation process of bakery products, a belt conveyor system was developed and implemented, meeting modern reliability and efficiency standards.
Conveyor for Transporting Chewy Caramel
To optimize transportation processes and enhance production line efficiency, a modern conveyor was developed and implemented, meeting all reliability and durability requirements.